Heat-sealable film is not a single material with one fixed sealing temperature. It is a packaging web whose sealing surface is designed to bond to a compatible surface when the right combination of heat, pressure, dwell time, and cooling is applied. For buyers and packaging engineers, the practical task is to match the film construction to the product, package format, machine, opening requirement, and validation method—not merely to choose PE, PP, or PET by name.
What Is Heat-Sealable Film?
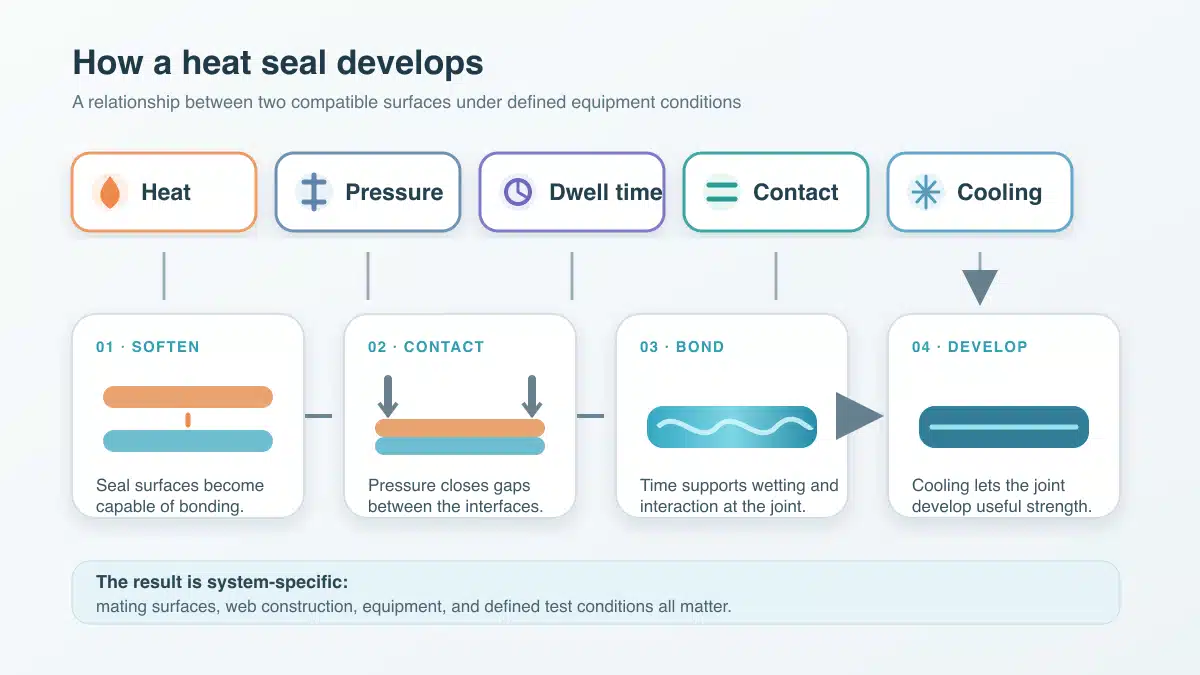
A heat-sealable film has at least one surface that can form a useful bond to itself or to a compatible mating material during a controlled sealing cycle. The sealing surface may be the bulk polymer, a coextruded sealant layer, a coating, or the inner layer of a laminate. Heat softens that surface; pressure brings the interfaces into intimate contact; time permits wetting and molecular interaction; and cooling allows the joint to develop strength.
This definition is deliberately broader than “multilayer shrink film.” Many flexible webs can be heat sealed without being shrink films, and a supporting web may contribute stiffness, printability, puncture resistance, or barrier while a different layer performs the sealing. The same nominal film can also behave differently when sealed to another web, tray, coating, or contaminated surface. Therefore, sealability should always be stated as a relationship between two surfaces under defined conditions. A jaw-temperature setting alone is not a complete material property because actual interface temperature depends on web thickness, construction, equipment, dwell time, and heat transfer.
What Functions Does a Heat-Sealable Film Perform?
The sealing layer creates a closure, but the commercial function is wider. A qualified structure must survive the filling and sealing process, protect the intended product through distribution, and open in the intended way. These functions can pull the design in different directions, so they should be specified separately.
Package Closure and Product Protection
The seal joins the package edges or bonds a lid to a tray, cup, or another web. Its required strength depends on package geometry, product mass, headspace, handling loads, and whether the consumer must peel it open. Seal strength is useful for process control, but it is not identical to leak resistance or shelf life. A package can show a high peak peel force and still contain a channel, wrinkle, contaminated area, or seal-transition defect.
Barrier performance also belongs to the complete package. A sealant layer should not be assumed to provide oxygen or water-vapor protection merely because it seals well. Any barrier claim needs the finished construction, thickness, test method, temperature, relative humidity, test side, and unit.
Line Runnability and Hot Tack
On vertical form-fill-seal or other high-speed equipment, a seal may carry product weight or web tension before it cools. Hot tack describes the strength of that still-hot seal and is different from the strength measured after conditioning. ASTM F1921/F1921M covers instrumented hot-tack testing of thermoplastic sealing surfaces immediately after seal formation.
Runnability also depends on web tracking, stiffness, flatness, coefficient of friction, curl, static, registration, and the way the structure transfers heat. A low laboratory seal-initiation temperature can be helpful, but it does not guarantee faster output if the web blocks, slips poorly, distorts, or needs longer cooling.
Peelability and Consumer Opening
Some packages require a permanent fusion seal; others need a controlled peel. A peelable system must balance opening force, seal continuity, and failure mode. The desired result might be interfacial peel, cohesive splitting within a sealant, or another deliberately qualified mode. “Easy peel” is incomplete without the mating surface, seal conditions, peel geometry, test rate, and acceptable force range.
An overly strong seal can be a defect when users cannot open the package cleanly. Conversely, a low opening force can indicate incomplete contact or contamination. The target should come from the package-use requirement and risk assessment, not from a generic preference for maximum strength.
Main Types of Heat-Sealable Film
Film types are best grouped by construction and sealing role. Polymer families provide a starting vocabulary, but grades, comonomers, density, crystallinity, additives, layer thickness, and surface treatment can materially change behavior.
PE and CPP Sealant Films
Polyethylene-based sealant films and layers are widely used because their formulations can be adjusted for flexibility, seal initiation, hot tack, contamination tolerance, and toughness. They may be monolayer films, coextruded webs, or the inner sealant of a laminate. “PE” alone does not identify density, blend, additive package, food-contact status, or sealing window.
Cast polypropylene (CPP) can serve as a sealant web in polypropylene-oriented laminations and other structures requiring clarity, heat resistance, or compatibility with a PP-based package design. CPP is not interchangeable with every PP surface. The exact grade, layer orientation, mating material, and package conditions still require trials.
Heat-Sealable Oriented Films and Coated Webs
Oriented films such as BOPP or BOPET often provide stiffness, optics, dimensional behavior, print support, or other functions. A heat-sealable version may use a coextruded skin or a coating, or the oriented web may be laminated to a separate PE or CPP sealant. This distinction matters: the properties of the supporting web cannot automatically be assigned to the sealing surface, and the sealing behavior of one coated grade cannot be generalized to all BOPP or PET films.
Heat-seal coatings can also make film, foil, paper, or nonwoven substrates bond to a defined counterpart. Coating chemistry, coat weight, drying, storage, activation, and the mating substrate all affect performance. A supplier should identify what the coating is designed to seal to and what conditions or regulatory documentation apply.
Peelable and Specialty Lidding Structures
Lidding may use coated webs, coextruded peelable layers, or laminates engineered to seal to APET, CPET, PP, PE-coated, aluminum, or other container surfaces. Compatibility must be demonstrated with the actual tray or cup because nominal resin names do not capture surface formulation, recycled content, molding conditions, or contamination.
Specialty structures may target antifog performance, sterilization compatibility, retort or oven use, seal-through-contamination behavior, or controlled venting. Each added function brings its own test conditions. A film that seals successfully at room-temperature distribution conditions should not be assumed suitable for retort, microwave, oven, medical sterilization, or aggressive chemical contact without product-specific evidence.
Where Are Heat-Sealable Films Used?
Heat sealing appears across food, medical, pharmaceutical, personal-care, household, and industrial packaging. The application determines which failure matters most and which evidence should be requested.
| Package or application | Typical sealing task | Important qualification questions | Boundary |
|---|---|---|---|
| Horizontal flow wrap | Fin or lap seal plus end seals | Does hot tack hold at line speed? Is the sealant compatible with printed or treated areas? | Product crumbs, oils, and web tension can change results. |
| Vertical form-fill-seal pouch | Back seal and loaded cross seals | Can the hot seal carry product weight? Is contamination tolerance required? | Laboratory hot tack must be correlated with the production sequence. |
| Premade pouch | Final top seal | Does the seal cross zippers, gussets, or laminate transitions consistently? | Local thickness changes can create channels. |
| Tray or cup lidding | Film-to-rigid or semi-rigid rim | Is the seal permanent or peelable? Is rim chemistry consistent? | Use the actual container and product conditions. |
| Medical or pharmaceutical pack | Controlled seal around a sterile or sensitive item | What sterilization, aging, opening, and integrity requirements apply? | General packaging data cannot substitute for the regulated validation plan. |
| Industrial bag or protective wrap | Closure for handling or containment | What load, puncture, temperature, and distribution stresses apply? | A strong peel result alone does not prove containment. |

This application map is a scoping tool, not a grade recommendation. The package format should be evaluated together with product state, fill temperature, storage, distribution, consumer opening, and applicable regulatory requirements.
The Seal Window: Temperature, Pressure, Dwell Time, and Cooling
A robust process has a window in which acceptable seals form despite normal variation. Defining only one jaw-temperature setpoint leaves no evidence of tolerance to material, machine, or environmental changes.
- Set the mating surfaces and specimen orientation. Confirm which side seals to which, the total and sealant-layer thicknesses, and whether printing, coating, treatment, or contamination can enter the seal area.
- Control pressure and dwell time while stepping temperature. Laboratory heat-seal studies commonly vary one factor while holding the others constant. ASTM F2029 provides practices for preparing laboratory heat seals, but it cautions that laboratory and production equipment can differ in scale, sealing area, and speed.
- Measure the response after a defined delay. Use cooled seal strength for the conditioned joint and hot tack when immediate post-seal loading is relevant. Record failure mode as well as force.
- Identify the usable region, not only the first bond. The lower boundary must meet the application requirement; the upper boundary must avoid distortion, shrink-back, burn-through, sticking, or damage to other layers.
- Correlate the laboratory window with the line. Check actual jaw condition, temperature uniformity, contact time, web speed, cooling, product contamination, tension, and package transitions.
Important: Jaw temperature is an equipment setting, not a transferable guarantee of interface temperature. A supplier’s seal curve is a starting point only when its structure, specimen preparation, pressure, dwell time, conditioning, and test method are known.
How to Select a Heat-Sealable Film
Selection begins with the package duty and ends with evidence from representative material and equipment. The matrix below keeps the comparison on common dimensions.
| Selection input | Questions to answer | Evidence to request |
|---|---|---|
| Product | Dry, oily, dusty, wet, sharp, hot-filled, chilled, or frozen? | Product description, fill conditions, contamination challenge |
| Package format | Flow wrap, VFFS pouch, premade pouch, lidding, sachet, or industrial bag? | Drawing, seal geometry, transition areas, opening target |
| Mating surface | Self-seal, film-to-film, film-to-tray, or coated substrate? | Exact material/grade and surface identification |
| Machine | Rotary or platen jaws, speed, pressure control, dwell, cooling? | Machine model, jaw pattern, temperature map, current settings |
| Performance | Permanent, peelable, hot tack, barrier, puncture, optics? | Test methods, units, conditions, target ranges, failure modes |
| End use | Distribution, refrigeration, freezing, heating, sterilization, or aging? | Representative conditioning and validation protocol |
| Compliance | Which market, food type, contact time, temperature, or regulated use? | Product-specific declaration and supporting documents |
Use the matrix to reject false shortcuts. A film with a lower seal-initiation temperature is not automatically the better choice; a broader stable window, adequate hot tack, predictable failure mode, and reliable web handling may matter more. Likewise, a high ultimate seal force can be unsuitable for an easy-open lid.
Shortlist no more structures than the line trial can test properly. Require samples from representative production, record roll and batch identity, and freeze the comparison method before interpreting supplier data.
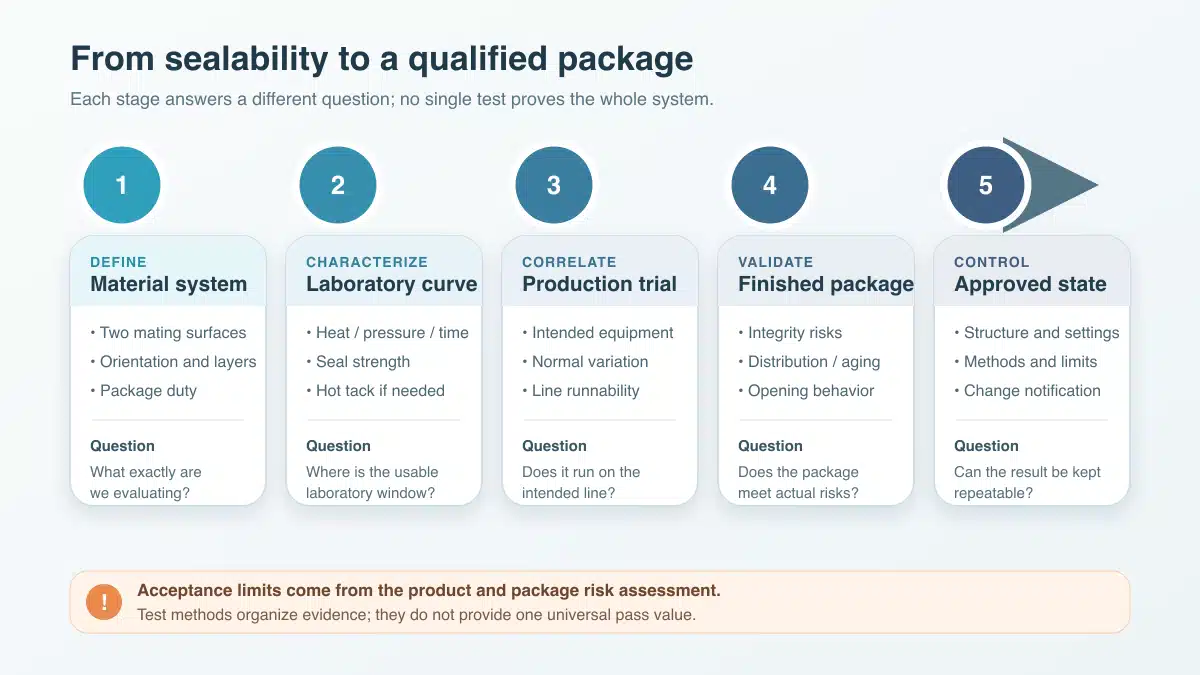
How to Test and Qualify the Seal System
Qualification should move from controlled material characterization to representative packages and then to monitored production. Acceptance limits must come from the product and package risk assessment; ASTM methods do not supply a universal pass value.
Build a Laboratory Seal Curve
Use representative film orientation and mating surfaces. Prepare seals across a planned temperature range while controlling pressure and dwell time according to a documented procedure such as ASTM F2029. Condition and test strips consistently.
ASTM F88/F88M measures the force required to separate a strip containing the seal and calls for the test configuration and failure mode to be considered. Record specimen width, grip arrangement, peel rate, conditioning, maximum or average force as applicable, and whether failure is interfacial, cohesive, delamination, elongation, or material break.
When a package loads the seal before cooling, add instrumented hot-tack testing based on ASTM F1921/F1921M. Report sealing temperature, pressure, dwell, delay time, separation rate, and failure behavior. Do not combine cooled seal-strength and hot-tack results as though they measure the same state.
Confirm Performance on the Production Line
Run each candidate on the intended equipment using a documented trial plan. Challenge normal sources of variation: start-up and steady-state temperature, speed, jaw pressure, jaw wear, web tension, registration, seal contamination, gussets, zippers, splices, and end-seal/back-seal intersections. Sample across time and rolls rather than only after settings have been tuned.
Then test the finished package for its actual risks. Depending on the format, that may include visual seal inspection, leak or integrity methods, internal-pressure tests, distribution simulation, conditioning, aging, or consumer-opening evaluation. A seal strip test and a whole-package integrity test answer different questions.
Document the approved structure, supplier, roll identity, settings, measured window, test methods, acceptance limits, and failure modes. Establish change control for resin, sealant, thickness, coating, treatment, tray source, ink, adhesive, machine, and test method. This turns a successful trial into a repeatable qualification rather than a one-time setting.
What to Put in a Heat-Sealable Film RFQ
A useful RFQ gives the supplier enough context to propose a testable structure and makes competing offers comparable. Include:
- packaged product, fill state, contamination risk, and contact conditions;
- package format, dimensions, seal geometry, mating surfaces, and opening requirement;
- current structure and the reason for change, if applicable;
- equipment model, sealing mode, jaw pattern, line speed, dwell, pressure control, and cooling;
- total thickness, width, roll, core, winding, treatment, printing, lamination, and COF requirements;
- required permanent-seal, peel, hot-tack, barrier, optical, mechanical, or temperature performance;
- the exact test method, specimen geometry, conditioning, units, target range, and failure-mode reporting;
- target market and product-specific food-contact, migration, medical, or other documentation needs;
- sample-roll quantity, representative batch requirement, line-trial plan, and change-notification expectations.
Ask the supplier to state what each document supports and does not support. In the United States, polymer or coating provisions in 21 CFR Parts 175 and 177 are conditional on composition and intended conditions of use; they do not make every finished heat-sealable film automatically compliant. Avoid the shorthand “FDA approved film” unless a precise regulatory basis and product scope are documented.
Frequently Asked Questions
Is Every Plastic Film Heat-Sealable?
No. A film must have a surface that can form the required bond to the intended mating surface within a practical process window. Some supporting films need a coextruded sealant, coating, or laminated inner layer. Surface treatment that improves printing or lamination does not automatically make a film heat-sealable. Confirm the exact sides, construction, and supplier seal data, then test representative material.
What Is the Difference Between Seal Strength and Hot Tack?
Seal strength usually describes the force needed to separate a seal after it has cooled and been conditioned under the selected method. Hot tack is the strength of the seal while it is still hot, shortly after formation. Hot tack is especially relevant when product weight or machine motion loads a fresh seal. The two measurements require their own conditions and should not be substituted for each other.
Can One Film Seal to Every Tray or Web?
No. Compatibility depends on both sealing surfaces, including resin grade, coating, additives, recycled content, surface condition, and contamination. A lidding film that seals to one APET, PP, or coated tray may not produce the same window or peel behavior on another source. Qualify the actual film and container combination, including normal supplier variation.
Does a Lower Seal-Initiation Temperature Always Mean a Faster Line?
No. It can reduce the heat input needed to begin forming a measurable bond, but line speed also depends on hot tack, dwell time, cooling, heat transfer through the web, jaw release, COF, tracking, and the required final seal. Compare the full usable window and production trial results rather than a single initiation value.
Does a Strong Heat Seal Prove the Package Is Leak-Free?
No. A strip can show high separation force while a finished package has a channel, wrinkle, contaminated region, or transition leak. Seal-strength testing is valuable for material and process control, but package-integrity methods must address the complete closure geometry and the relevant defect size or distribution risk. Use both when the risk assessment requires them.
Does Heat Sealability Prove Food-Contact Compliance?
No. Heat sealability is a performance characteristic. Food-contact suitability depends on the finished composition, manufacturing inputs, target market, food type, contact time, temperature, and other conditions of use. Request a current, product-specific declaration and supporting documentation for the intended application. A polymer name, generic regulation reference, logo, or successful seal trial is not sufficient evidence.
Related Packaging Guides
- Flexible Food Packaging: A Guide to What You Need to Know
- CPP Films: Optimal Flexible Packaging Solutions
- Ultimate Guide to BOPE Film: Benefits, Applications, Types
- The Difference Between Polyolefin, PVC and Polyethylene
- The Ultimate Guide: All Types of Foam Packaging
- What Are the Different Types of Common Insulation Packaging?
- Cold Chain Packaging Solutions of Food
- LLDPE Stretch Film: The Ultimate Guide